焊接工具时电子产品焊接过程中必不可少的工具,手工焊接操作时,电烙铁更是必不可少的焊接工具,它依靠烙铁头的热传导来加热母材和熔化钎剂的焊接工具。
电烙铁应具备温度稳定快、热量充足、耗电少、热效率高、温度下降少、可连续焊接、重量轻、便于操作、便于维修、结构坚固、寿命长、漏电流小,静电弱、对元件没有磁性影响。合格的电烙铁:烙铁头对地电阻低于 2 Ω 既烙铁芯两根引线的电阻,漏电电压小于 2mV,手柄需要用防静电材质制成。
1.1.1 电烙铁的组成:
烙铁头、发热丝、手柄、接线柱、电源线、电源插头、紧固螺丝等;
- 烙铁头:又称烙铁嘴、焊嘴,主要材料为铜,属于易耗品;
- 发热元器件:又称烙铁芯,是电烙铁中能力转换部分;
- 手柄:用木料或胶木等绝缘、不易导热的材料做成;手柄应该舒适、便于操作,温升越低越好。
- 接线柱:是发热元器件与电源线的连接点。
1.1.2 电烙铁的分类
(1)按功率分:20W、25W、30W、……、300W;
一般元器件的焊接:20W 内热式电烙铁为宜;焊接集成电路、易损元器件,采用储能式电烙铁;焊接大的焊件:采用 150W – 300W 外热式电烙铁;
(2)按发热方式:电阻式、感应式 和 PTC 式三种,还有吸锡电烙铁储能式电烙铁。
- a、电阻式电烙铁:主要靠电热丝通电将烙铁头加热从而进行焊接作业;
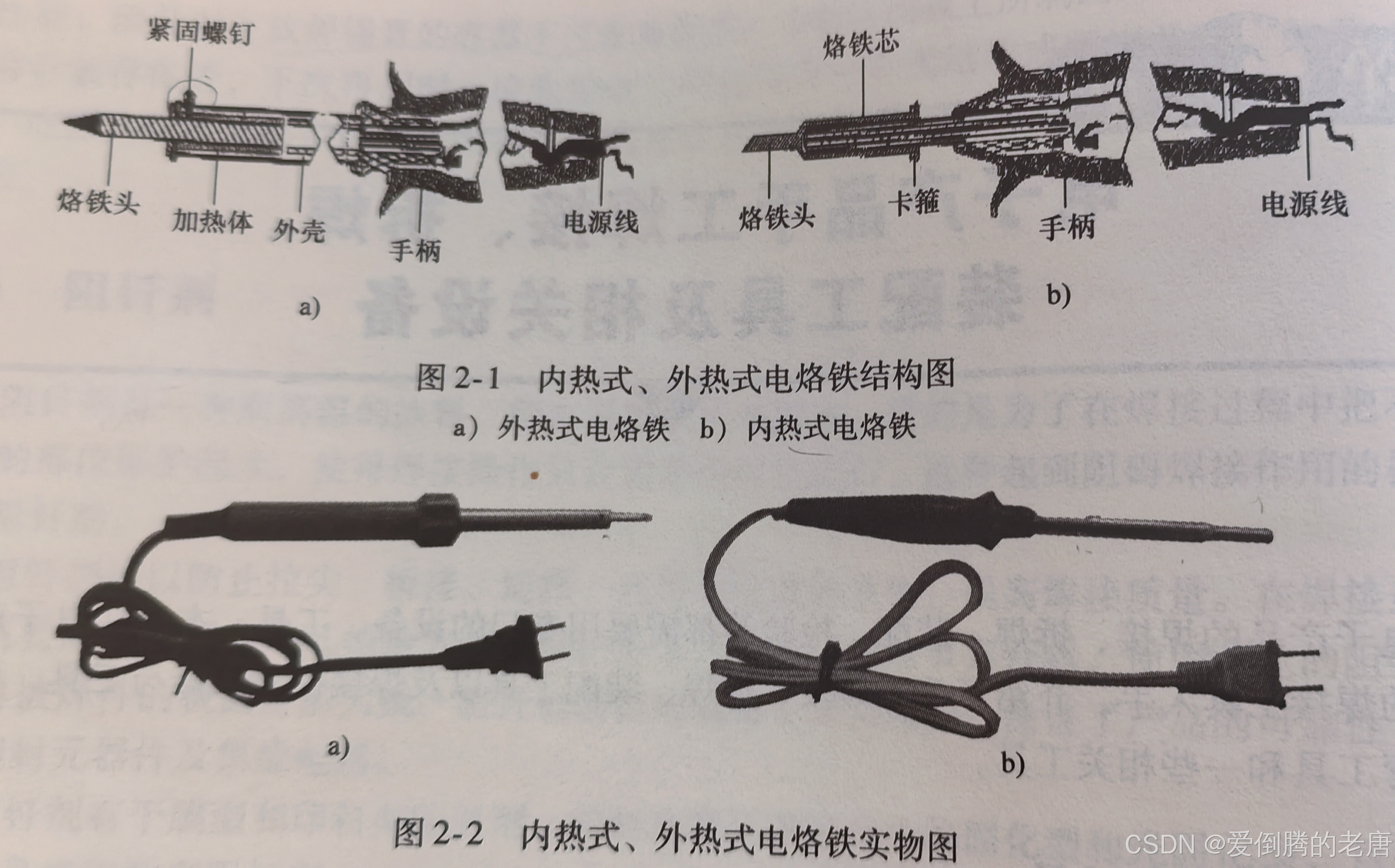
- 依据电热丝与烙铁头的相对位置,电阻式电烙铁又可以分为内热式和外热式,主要区间就是发热元器件在烙铁头的内部还是外部。(工厂焊台一般都是恒温内热电阻式电烙铁手柄)
- b、PTC 式电烙铁即恒温电烙铁:一般分为磁控恒温电烙铁和电控恒温电烙铁。烙铁头的温度范围是 250~450℃;
- c、吸锡电烙铁:其特点是既能吸取焊锡进行拆焊又能进行焊接的电烙铁,缺点:每次只能对一个焊点进行焊接了。
- d、感应式电烙铁:快速电烙铁、速热电烙铁,俗称焊枪。
1.1.3 新电烙铁的检验方法
用万用表测量电源插头是否短路;
测量插头是否与金属外壳是否绝缘( 电阻值需要大于 5 MΩ )。
1.2.1、烙铁头的种类
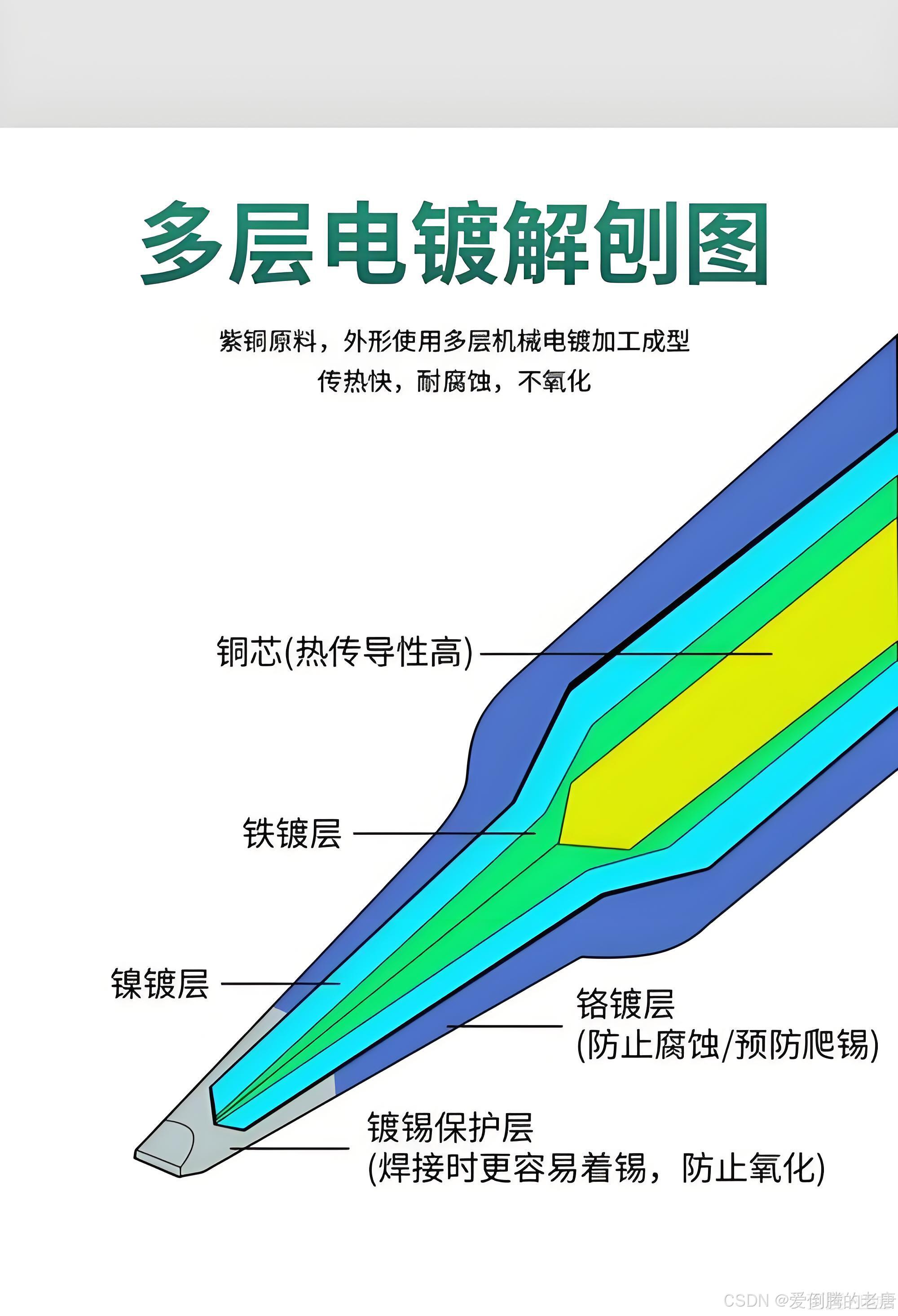
主要材料为 铜,因为铜价格便宜,润湿性好、热容量大、导热性能好。但损耗非常快,所以就在铜材料上进行电镀, 常见的电镀层有:铁(防腐)、镍(防锈)、铬(不沾锡)、锡(沾锡)。
1.2.2、铜烙铁头的选用
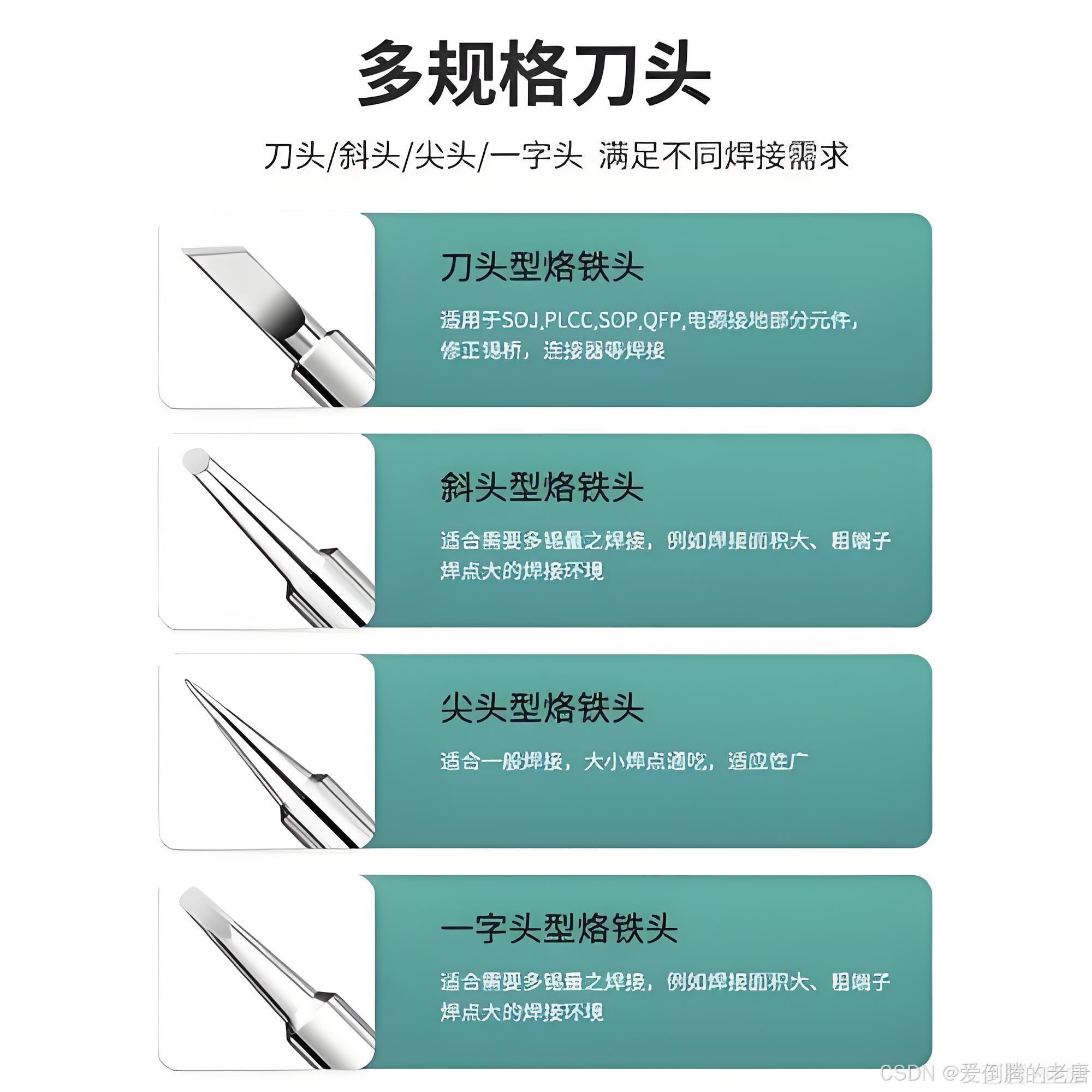
工作面形状:斜面、凿式、尖凿式、楔式 ;
烙铁头尖端接触面小于焊接处(焊盘)的面积;
铜烙铁头直径、工作面尺寸及烙铁头的长度选择;
适宜尺寸:2/3 倍于焊盘尺寸;
铜头直径:焊盘尺寸的 1.5 倍;
铜头长度:越长、越尖,热含量越低,焊接时间越长。
1.2.3、烙铁头的修整
铜烙铁头:用锉刀或者细砂纸打磨干净,然后浸入松香水中,接通电源,加热后用烙铁头蘸上锡(镀锡);
长寿烙铁头(合金烙铁头):只需要在湿布或者纤维海绵上稍加擦拭。
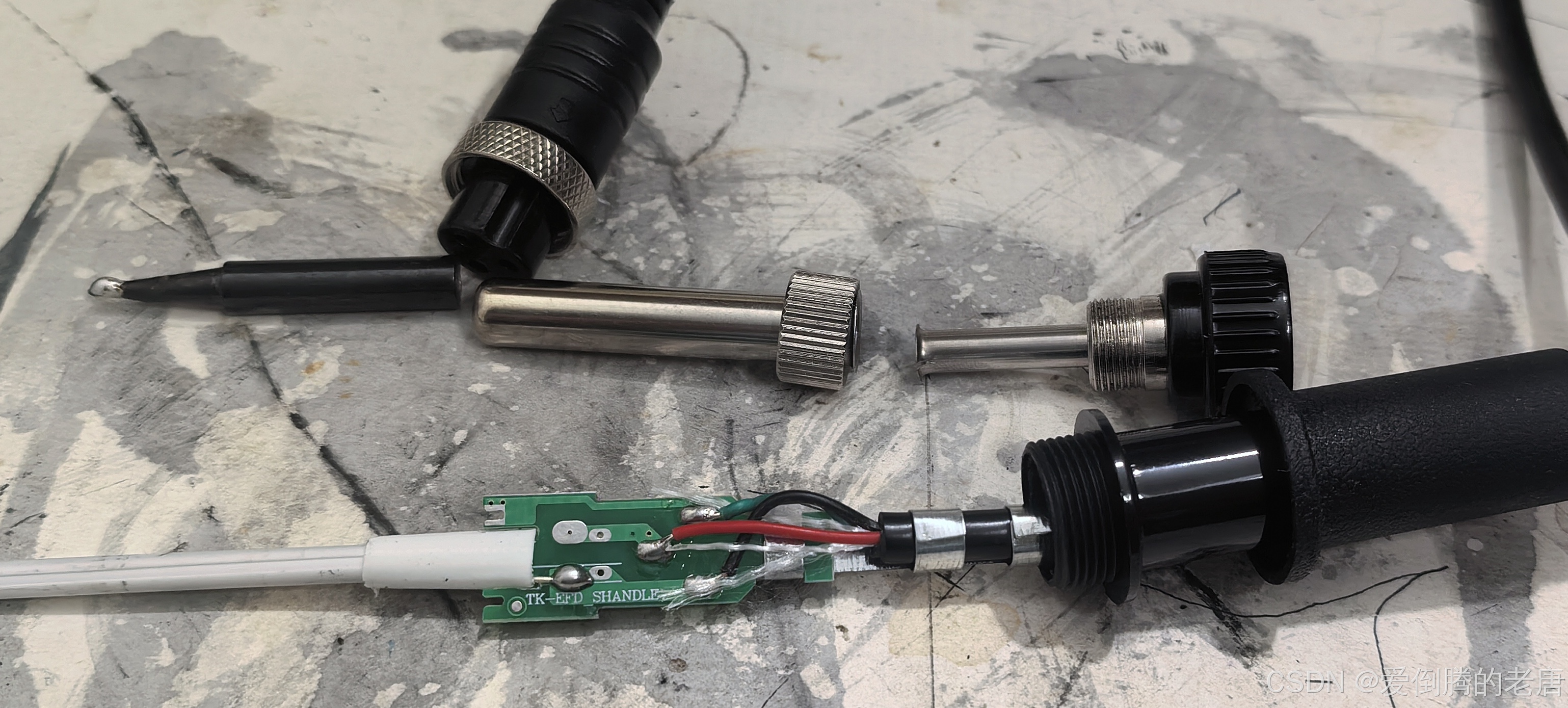
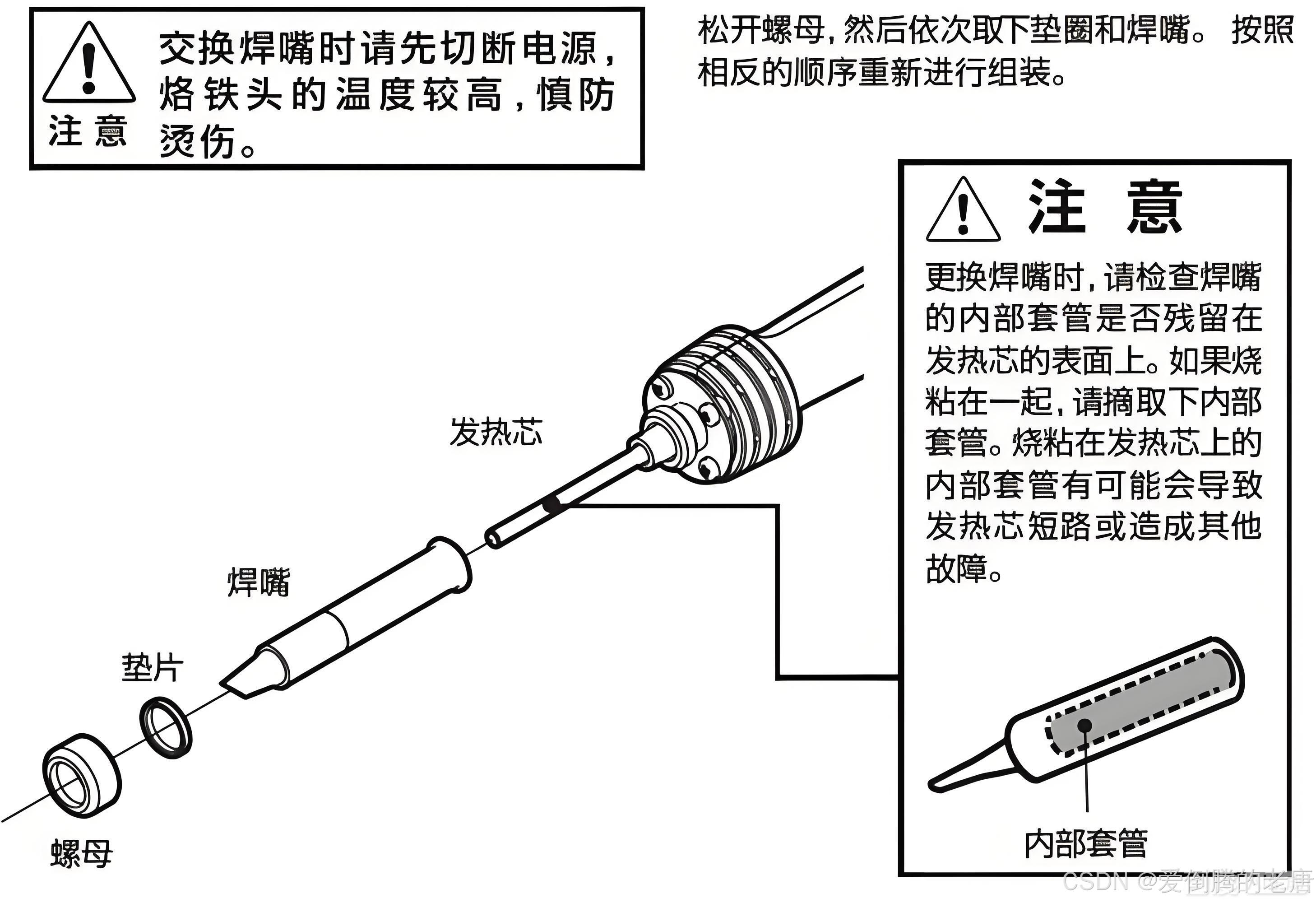
1.2.4、 烙铁头的更换方法
首先:切断电源,避免带电操作;
然后:取出烙铁头;(用钳子夹住烙铁头的紧固金属环,取下烙铁头时一定要将烙铁头拉出,而不能拧。)
最后:更换上烙铁头;对于金属环固定的烙铁头,将金属管的 3/4 套入铜头;然后将金属管余下 1/4 先塞入套筒,再用钳子将金属管和铜头一起推入套筒,并将金属环夹紧。
1.2.5、烙铁头失效原因和使用注意事项
烙铁头失效不即不上锡,不能进行焊接操作的原因:
- 新买的烙铁头未经过修整直接使用,导致烙铁头不上锡;
- 长时间使用的烙铁头不上锡,烙铁头 “烧死”,需要重新进行修整。
为了防止烙铁头失效,使用时应注意:
- 新买的烙铁头使用前必须进行修整,铜烙铁头与合金烙铁头修整方式不同;
- 烙铁头闲置不用时需要将烙铁头镀上焊锡(带锡放置);
- 使用过程中禁止用烙铁头敲击桌面等;
- 长寿烙铁头禁止用锉刀或者砂纸打磨。
1.3.1 电烙铁使用注意事项:
- 新买的电烙铁使用之前首先要用万用表进行检查确保电烙铁没有问题;
- 检查烙铁头是否松动;
- 检查电源线绝缘覆皮有无破损;
- 懂得正确使用烙铁头;
- 当电烙铁闲置不用时,应及时关闭电源避免烙铁头和烙铁头芯加速氧化;
- 不能将电烙铁随手放置;
- 电烙铁使用过程中不能采用用力甩的方法来去除烙铁头上多余焊锡,要用专用纤维海绵擦拭或者抹布擦拭掉;
- 使用电烙铁是应注意电烙铁温度问题(290~340°);
- 不能用力敲打电烙铁,否则可能导致震断电烙铁内部电热丝或引线而产生故障:
- 焊接结束后,应及时切断电烙铁电源。
1.3.2 电烙铁常见故障与维护(内热式 20W )
- 1、电烙铁通电后不发热;(有断路)
电烙铁的挿头处
烙铁芯坏掉
烙铁芯的引线断路
电源线断路 - 2、烙铁头不 “吃” 锡;修整后再试;
- 3、电烙铁带电:
电源线接在接地的接线柱上;
电源线从烙铁芯接线柱脱落后碰到接地线的螺钉上,造成烙铁都带电;
电源线缠绕引起漏电;
电源线本身漏电。
1.3.3 电烙铁的选用
1) 电烙铁种类的选择
- 对于既可以是内热式也可以是外热式进行焊接场合,使用内热式电烙铁;因为内热式电烙铁体积小、操作灵活、热效率高、升温迅速、使用便捷。
- 对于表面元器件焊接时,元器件比较多,工作时间长时,使用恒温电烙铁,或焊接台;
- 焊接集成电路、晶体管及受热易损元器件时,应选用功率较小的电烙铁,如 20W 内式或 35W 外热式;
- 焊接焊片、电位器、2~8W 电阻、大电解电容等宜选用 35W~50W 内热式或 50W 外热式;
- 焊接导线及同轴电缆、机壳底板等,应选用 45W ~75W 的外热式电烙铁;
- 焊接较大元器件时,如输出变压器的引线、大电解电容的
- 对于 8W 以上的大电阻等较大元器件宜采用 100W 以上的内热式电烙铁,或者是 150~200W 的外热式电烙铁;
- 对于焊接金属板等采用 300W 以上的外热式电烙铁或者是火焰焊接。
- 对于电子产品的维修、调试一般选用 20W 内热式或恒温电烙铁,也可以采用感应式、储能式电烙铁。
2)烙铁头的选用
- 烙铁头的形状要适应被焊件物面要求和产品装配密度。通常在焊接导线、接线柱、单面板和双面板上不太密集的焊点,以及焊接 SMT 元器件中的电容,电阻等引线间距大的元器件使用斜面形式烙铁头;焊接印制电路板等高密度的焊点和小面怕热的元器件,及一些 DIP 封装的元器件采用圆锥式和尖锥式烙铁头;电器维修中多采用凿式和尖凿式烙铁头。
- 烙铁头顶端温度要与钎料的熔点相适应,一般要比钎料熔点高 30~80 ℃。
- 烙铁头热容量要恰当。铜烙铁头的工作面不是越大越好,适宜的尺寸为 2/3 倍于焊盘尺寸。
用来放置闲置的烙铁头,一般带有纤维海绵(长寿烙铁头专用的擦拭烙铁头的纤维海棉,使用时加水)。

拆焊工具又称作钎料吸除器,常见拆焊工具有吸锡带(即铜线编织带)、吸锡球、吸锡器、吸锡电烙铁、热风枪等。

使用技巧:可以在吸嘴蘸少许松香,当将吸嘴完全贴在焊盘上时,不小心会可能吸掉焊盘(单边无过孔的焊盘)
注意事项:
- 使用前需要检查吸锡器的密封是否良好;
检查方法:先将吸锡器胶柄活塞按到卡位,然后用手指肚堵住吸嘴,再按下按钮,如果活塞不易弹出到位说明密封效果良好。 - 吸嘴孔径;
标准吸嘴内孔直径为 1mm、外径为 2.5mm;如果引线间距较小,还可以选用内孔直径为 0.8mm、外径为 1.8mm 的吸嘴;焊盘大,引线粗可选用内径为 1.5~2.0mm 的吸嘴。 - 吸锡嘴使用长时间后吸锡效果变差,需要及时更换新的吸嘴;
- 拆焊时,每次接触焊之前,需要将吸嘴蘸一点松香,以此改善焊锡的流动性,增强吸除效果;
- 若吸除焊锡时,焊点没有完全熔化就使用吸锡器吸除,导致引脚有锡少量残留时,需要补锡再吸除(或直接使用吸锡带直接吸除)。
先在吸锡带前端蘸上松香,然后将蘸有松香的吸锡带放到需要拆焊的焊点上,再把带电烙铁放在吸锡带上对焊点进行加热,等焊锡熔化后就可将锡吸走。
注意事项:
- 吸锡带宽窄要适宜;
- 接触良好
- 用电烙铁加热吸锡带时,不能对焊点施加压力,否则可能会损坏元器件也会损坏烙铁头;
- 吸锡带和电烙铁尽量同时移走;
- 焊点锡比较多时,先用烙铁头带走一部分后再用吸锡带进行吸除。

2.4.1、热风枪原理及种类
- 热风枪主要是利用从枪芯吹出来的热风加热钎料,使钎料熔化;主要用来拆焊贴片元器件和贴片 IC;
- 热风枪主要分为:普通型和数显型;
- 普通热风枪的组成:出风口、保护罩、主体机架、冷风入口、开关、手柄、竖立辅助点、电源线。缺点:温度不稳点,出风也不稳定,会烧坏元器件。


2.4.2、热风枪使用步骤
- 1) 先用刷子清除工作区(工作台及 PCB 板)
- 2)选好所要用的风嘴类型,再打开热风枪电源
- 3)确定热风枪的温度,对需要进行拆焊的元件焊盘加入钎剂
- 4)将热风枪垂直对准元器件,距离适中;
- 5)将元器件加热到钎料充分熔化后用镊子将元器件夹走,放置在绝热的表面上或者湿海绵上;
- 6)整理清洗拆焊的焊盘,以备下次安装元器件使用;
- 7)关闭热风枪电源,冷却保存。
2.4.3、热风枪使用注意事项
- 1)确定热风枪温度的方法:用在距离热风枪 3cm 左右处吹一张纸来估计,以纸慢慢变黄为宜;
- 2)用热风枪拆焊手机的小贴片元器件一般要选用小吹风嘴,而且还要掌握好风量、风速和气流方向,对于数显风枪一般将温度调至 2~3 (300℃,具体温度要要看所使用锡料跟元器件)档,风速调至 1~3 档
- 3)用热风枪拆焊小贴片元器件时,要注意一定要保证热风枪垂直,风嘴距离要在拆焊元器件2~3cm 处,在元器件上方均匀加热,等到元器件焊盘锡熔化后用镊子将元器件取走;
- 4)用热风枪拆焊塑封装元器件时,一定要注意热风枪要吹元器件的锡边;
- 5)维修带电池的电路板时,一定要先将电池取下来,以免电池受热爆炸;
- 6)使用热风枪时注意不要对人吹,以免伤到皮肤;
- 7)使用热风枪时不能用塑封工具;
- 8)热风枪使用之后,要降温冷却之后再存放,而且冷却之后才可以去碰风嘴,以免烫伤。
用来评估钎料对被焊金属的润湿性,主要测量液体对固体的接触角,测量和计算表面张力、界面张力、CMS(Camera-Monitor System,是一种通过摄像机和监视器组成的系统)、液滴形状、表面自由能。
电子产品焊接中用到的放大镜主要有两种,一种是放到和照明双重共用,另一种只用于简单放大。主要用来焊接引线密集的芯片及检查焊点可靠性。


对焊点高精密检查。
4.1、剥线钳


4.2、尖嘴钳
4.3、斜嘴钳



4.4、平嘴钳
4.5、镊子
常用的工具还有:剪刀、小刀、锥子、医用针头等工具。
用来紧固或拆卸螺栓、螺母的手工工具。
- 呆扳手
开口扳手、梅花扳手、组合扳手

- 活扳手

- 钩形扳手(月牙扳手,用于拧转厚度受限制的扁螺母等)
- 套筒扳手

- 内六角扳手
- 扭力扳手


6.1.1、热熔胶枪使用步骤
- 使用之前检查胶枪是否完好,(通电是否正常,支架是否正常,推胶是否正常);
- 插好电源后,胶枪需要先预热 5 min 左右;
- 向需固定的元器件处上胶,只需轻轻推动扳机就好;
- 使用完毕切断电源后,胶枪不能直立桌面,冷却后才能放置收起。
6.1.2、热熔胶枪使用注意事项
- 热熔胶枪使用之前需要先预热 5 min,胶枪预热时不能直立于桌面;
- 热熔枪首次使用时,电热元器件可能会产生轻微烟雾,属于正常现象,几分钟后会自动消失;
- 胶棒必须保证表面干净,避免表面的杂质堵塞胶枪;
- 使用过程中胶枪温度很好,切不可以用手接触枪嘴处及熔胶处,避免烫伤;
- 不要将胶条/棒从胶枪中拔出,知道胶条/棒用尽为止;
- 如果胶枪中的胶条 / 棒发生倒流现象,要立即切断胶枪电源,停止使用;
- 胶枪连续加热超过 15 min,不使用时最好切断电源,这样可以延长胶枪的使用寿命;
- 胶枪不使用于粘合沉重的物件或需要强力粘性的物件;
- 使用完毕关闭电源,冷却后保存。
6.1.3、热熔胶枪使用过程中的常见问题及解决方法
(1)胶枪不出胶
- 电源没通电;
- 胶枪发热器烧坏;
- 如果正常通电,发热器也没坏,接下来检查枪嘴,看是否有杂质塞;
- 以上都正常,检查胶条,可能是胶枪倒胶使胶条变粗,不能顺利出胶,将胶条拉出出去变粗部分。
(2)流胶
将胶条轻轻向后拉出一点点,不超过 1cm。

主要用于电子元器件引线、导线等的上锡、焊接等场合。
焊锡锅使用注意事项:
- 焊锡锅加热后要等到里面的焊锡充分熔化之后才能进行上锡或者焊接工作;
- 焊锡锅暂不使用时要将电源线拔掉,避免引起火灾;
- 焊锡锅要等里边的锡冷却,锡锅温度渐低之后才可保存,避免烫伤;
- 焊锡锅使用时要避免电源线接触到锡锅表面,否则会导致电源线绝缘层破损,金属导线暴露,引起触电事故发生。
人体静电有可能造成精密元器件被瞬间产生的高压损坏,尤其是芯片焊接时要将身体上的静电消除;有些手表也带防静电功能。没有条件可以在焊接前摸地或触摸接地金属。

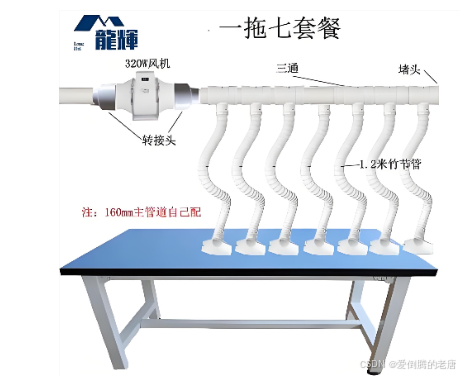
手工焊接过程中,锡铅钎料会产生有毒成分气体,而且松香也会产生气体,这就需要吸烟仪将气体吸走。

主要御用在焊接插件时,将元器件插入焊盘后翻转,或使焊接插件完全贴板(其实普通泡沫就可以替代绝缘小板,但在焊接时需注意不要使烙铁头碰到泡沫板。)。
